



随着中国经济发展,工业迈入4.0时代,五金制品行业更是迅猛发展,五金制品也成为工 业制造不可缺少的一个产业环节,作为工业制造的配套产品、半成品以及生产过程所 用工具等等。只有一小部分日用五金产品是人们生活必须的工具类消费品。 无论是为
企业服务还是为大众消费,五金产品的表面都需要进行涂装,根据五金的产品用途不
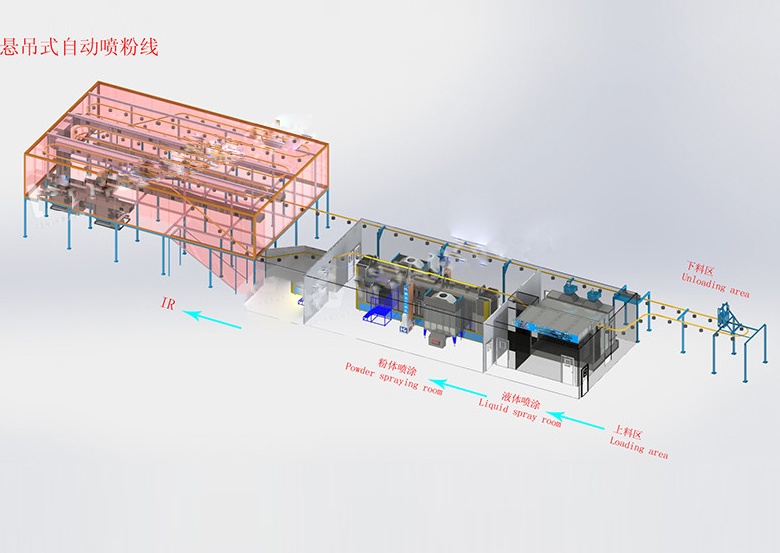
同,五金自动喷涂线一般采用两种方式:固定式自动喷涂生产线,五金静电自动喷粉线
工件自转自动喷涂生产线
适合配件:咖啡壶、保温杯、热水壶、门把手、吹风筒、锁具等五金金属、塑料工件的喷涂
喷涂方式:多关节机械手、坐标性机械手、定抢型(可停住喷、可追踪喷)
烘烤方式“隧道迂回式烤炉配远红外发热你ir灯、涂装环境:涂装室万级、车间十万级、且恒温恒湿可调
产量:取决于工件的工装方式及涂料的烘烤时间
结合线速所得
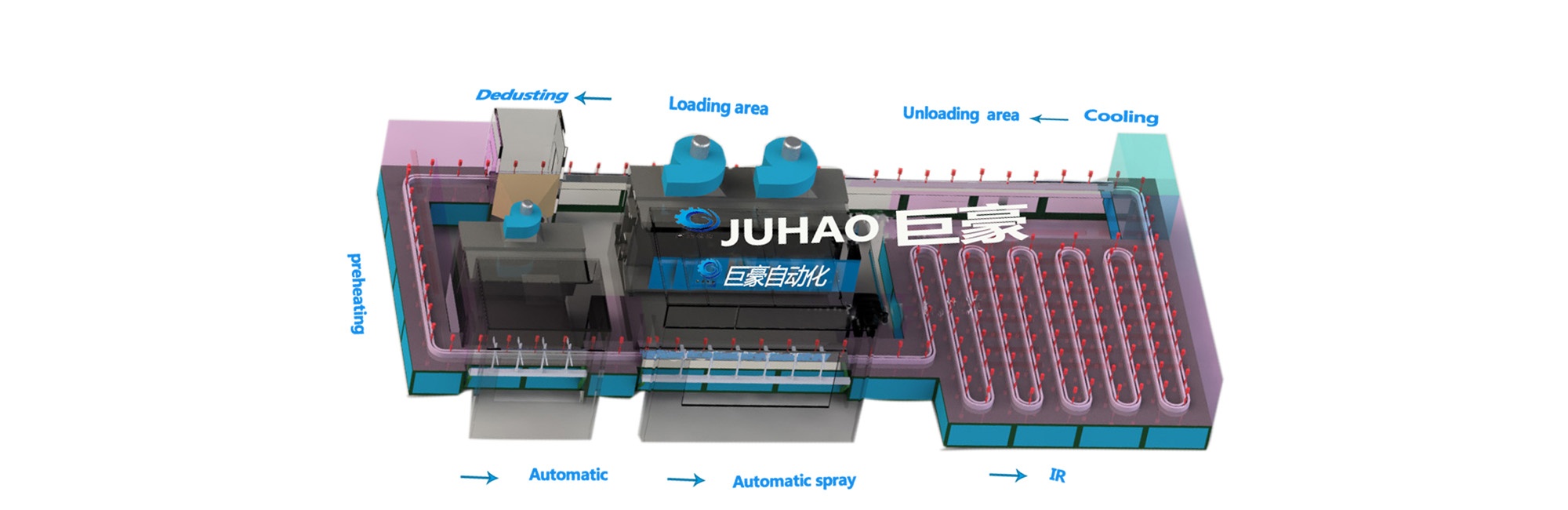
工艺流程普通漆:上料-素材预热――自动静电除尘-正反自动喷涂-静置-烘烤-冷却-下料
五金静电喷粉线
适应配件:桌子、凳子、自行车、门类等不规则等物件的喷涂;
喷涂方式:多节机械手、坐标型机械手、定抢型,(可停住喷、可追踪喷)
烘烤方式:隧道回旋式、采用生物颗粒燃烧机
涂装环境:封密式、不做特需要处理
产量:取决于工件的工装方式及涂料的烘烤时间结合线速所得
工艺流程上件 →素材预热 →自动静电除尘 →正反转自动喷涂 →静置 →烘烤 →冷却 →下料
五金静电自动喷粉线
适合配件:桌子、凳子、自行车、门类等不规则等物件的喷涂
喷涂方式:喷涂机器人、固定式喷涂(可停住喷涂,可追踪喷涂)、往复喷涂机”
烘烤方式:隧道迂回旋式,采用生物颗粒燃烧机
涂装环境:封闭式,不做特殊出来
产量:取决于工件的工装方式机涂料的 烘烤时间结合线速所得
工艺流程
上件前处理(脱脂Ⅰ 脱脂Ⅱ 水洗Ⅰ 水洗Ⅱ 表调 磷化 水洗Ⅲ 水洗Ⅳ 纯水洗 新鲜纯水喷洗 水迹吹干) → 水份干燥(100℃~120℃*10min) → 涂装(自动喷涂+手补) →uv固化(180℃~190℃*20-30 min)→冷却 →下件
根据不同的工件流程有所不同,具体视客户需求而定
五金涂装前处理生产线分为三种方式(根据实际要求而定)
喷雾式处理方式是利用喷淋原理,使药液连续不断的作用于工件表面,工作连续性强,效率高,适合大批量的作业要求,处理效果好,适合于较大管件,长件及结构较为简单的物品,且一般采用架高结构,节省地面空间。
潜泳式处理方法是通过吊空链传送,让工件以浸入泳池,在药液池中进行处理的方法,适合各种复杂形状的物件处理,效果好且节省药水用量
浸液式处理法是利用天车将工件吊浸于药液池中,通过物理及化学方式,完成对工件表面的处理。适合于表面复杂,生锈严重的工件脱脂粉末涂装设备
喷涂设备
根据工件大小设计定制适合的 合适涂装设备,
烘干固化设备
烘道自走线,工件在输送线上,进入烘道内,烘道内保持一定温度的恒温,工件从烘道出来,完成固化,等待冷却,即可下件。采用多种燃料供热,岩棉夹芯板做烘道板,具有高效的保温能力,大量节省成本。 一般用uv固化,远红外烘干 线 ,固化炉,工业烤箱等
配套设备

 QQ客服
QQ客服